Share
Pin
Tweet
Send
Share
Send

Di antara koneksi yang dapat dilepas, koneksi berulir sangat umum. Jika perlu, mereka memungkinkan Anda untuk membongkar rakitan menjadi bagian-bagian tanpa kerusakan, dan kemudian merakitnya bersama-sama. Karena alasan ini, berbagai alat pemotong benang dirancang dan diproduksi dalam jumlah besar, baik oleh industri maupun oleh banyak pengrajin.
Di bawah ini kami mempertimbangkan varian mesin pemotong ulir yang didasarkan pada motor listrik dan, dipasang pada sumbunya, penggerak gesekan yang tidak diregulasi dalam bentuk selongsong karet.
Aksesori yang Diperlukan
Agar tidak terganggu dari pekerjaan, Anda harus membeli, menemukan, dan menyiapkan:
- dua lempengan logam besi berukuran 150 × 120 × 20 mm dengan lubang di tengah dari atas dengan diameter 30 mm;
- dua disk baja dengan diameter 200 mm, ketebalan 10 mm dengan hub satu sisi dengan diameter luar 40 mm dan lubang internal 25+ mm dengan tiga lubang radial dengan ulir M8;
- dua busing tembaga atau kuningan dengan diameter luar dan dalam masing-masing 30+ mm dan 25+ mm, untuk menekan ke dalam lubang pelat 150 × 120 × 20 mm;
- billet untuk sumbu utama yang terbuat dari baja dengan panjang 400 m dan diameter 25+ mm setelah berputar;
- dua potong pipa panjang 100 mm dan dengan diameter: eksternal - 40 mm, internal - 25+ mm;
- dua batang baja panjang 300 mm dan diameter 25 mm (ukuran akhir) dengan lubang buta di satu ujung dengan benang M10;
- satu pelat baja dengan lebar 180 mm, tinggi 150 mm, ketebalan 8 mm dengan ceruk segitiga di tengah di bagian atas untuk keran untuk keluar dan dua lubang di sepanjang tepi dari bawah untuk baut M10;
- dua sudut baja panjang 35 × 35 mm 150 mm dengan dua lubang di tepi bawah baut M8;
- dua sudut baja panjang 35 × 35 mm 500 mm dengan ujung miring pada 45 °;
- panjang yang sama adalah 400 mm;
- lembaran baja dengan ukuran 500 × 400 × 3 mm;
- saklar motor;
- chuck collet chuck dari bor listrik;
- perangkat keras (baut, mur, ring pada M8 dan M10).
Peralatan dan alat
Untuk mempersiapkan bagian-bagian dan perakitan mesin threading, kita perlu:
- bubut;
- penggiling;
- sebaliknya adalah logam;
- mesin las;
- kunci pas;
- pukulan dan palu;
- kapal tangki dengan minyak pelumas;
- cair untuk permukaan degreasing;
- cat;
- pistol semprot, dll.
Proses mempersiapkan suku cadang dan merakit mesin
Beberapa bagian sepenuhnya siap untuk perakitan, yang lain masih memerlukan beberapa perbaikan.
1. Pada penggiling, kami akhirnya menyelesaikan (menghilangkan gerinda, bundar, dan giling) semua permukaan dan permukaan pelat 150 × 120 × 20 mm, yang akan melakukan fungsi daya utama di mesin, memberikan keteguhan pada dimensi dan kekakuan yang diperlukan dari sistem secara keseluruhan.

2. Kami menjepit busing tembaga ke chuck mesin bubut dan menyesuaikan diameter lubang ke ukuran yang dijamin untuk memastikan sesaknya di lubang yang dimaksudkan untuk mereka.
3. Kami menekan busing menggunakan catok bangku, memastikan bahwa mereka sepenuhnya duduk di lubang yang dimaksudkan untuk mereka, sampai bahu bushing berbatasan dengan permukaan piring.

4. Atur benda kerja untuk sumbu utama mesin pada mesin bubut. Untuk memastikan kehabisan radial minimum benda kerja selama berputar, kami melepaskan dukungan belakang mesin bubut dan untuk sementara menempatkan chuck dengan bor tengah di tempatnya dan, menyalakan mesin, kami membuat reses di ujung benda kerja untuk dukungan punggung mesin bubut.

5. Kami melakukan perputaran eksternal benda kerja dengan mengontrol diameter dengan caliper agar tidak melemahkan sumbu utama di masa depan. Setelah mencapai ukuran tertentu, kami memeriksa geser bebas sumbu di sepanjang lengan dukungan daya mesin threading. Jika tidak cukup, hidupkan mesin bubut dan giling lengan ke sumbu.

6. Kami menggiling ujung kerja sumbu di bawah kursi kartrid collet, degrease dengan cairan yang sesuai dan memperbaiki kartrid.

7. Kami menyelaraskan permukaan disk yang akan berinteraksi dengan drive bush dengan karet dengan memutar bubut dan mencapai diameter lubang yang diperlukan di hub. Kami memeriksa akurasi dengan memasukkan sumbu dan memutarnya dengan gerakan aksial simultan. Gerakan-gerakan ini harus dilakukan tanpa macet atau macet.


8. Di sepanjang perimeter dasar mesin kita meletakkan sudut, bergabung dengan mereka di sudut-sudut dan lasan antara satu sama lain dan ke lembar dasar.

9. Di salah satu tepi pangkalan, kami memasang sumbu utama dengan dua penyangga, di antaranya adalah dua cakram yang digerakkan untuk bekerja dan menganggur. Kami mencoba panduan dengan tabung dan motor listrik dengan gesekan (karet) semak-semak yang dipasang pada sumbunya.

10. Sekali lagi kami memeriksa kebenaran dan keakuratan tata letak dan dengan bantuan mesin las kami mengelas bantalan daya dari sumbu utama ke dasar mesin. Setelah itu, kami sekali lagi memeriksa kebebasan rotasi sumbu di pendukung dan kemajuannya bolak-balik.

11. Di bagian luar dukungan daya depan pada antarmuka dengan flush pangkal dengan tepi depan, kami mengelas pemandu silinder di mana batang pemandu akan bergerak.


12. Kami menandai rak sudut untuk motor listrik, tandai tempat lubang untuk memasang motor dengan pukulan tengah dan bor di bawah baut M8. Kami memasang sudut dengan mesin yang dipasang di atasnya, memverifikasi akurasi pemasangan (tegak lurus dari sumbu motor ke sumbu utama mesin) dan mengelas sudut ke pangkalan.
13. Kemudian kita kembali membongkar tata letak mesin dan mengecat bagian-bagiannya, tidak termasuk berinteraksi satu sama lain (sumbu, busing, pemandu, permukaan kerja disk, dll.). Biarkan cat mengering dan lanjutkan ke rakitan akhir mesin, lumasi permukaan gesekan dengan oli mesin.
14. Kami memperbaiki motor listrik di tempat yang dikalibrasi, menginstal panduan di tempat. Kami memasang panel dengan slot untuk mengetuk ke ujung depan mereka. Kencangkan baut pemasangan cakram ke sumbu utama dari perpindahan memanjang, dengan sedikit menekannya ke selongsong gesekan utama.


15. Pasang dan tutup penutup sakelar motor. Mesin threading beroperasi penuh.

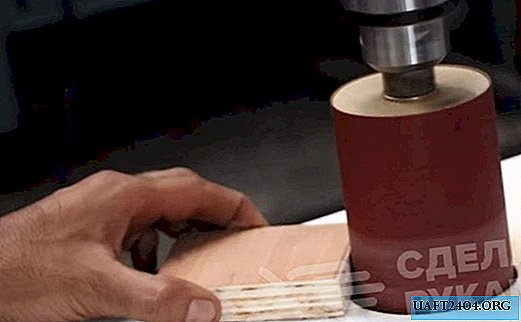
16. Kami memeriksa kinerjanya dengan memotong secara bergantian benang di lubang untuk M5, M6 dan M8, pra-melumasi keran. Saat menekan pada permukaan pendukung dengan bagian di mana benang dibor, pahat berputar ke kanan dan memotong benang. Saat menarik bagian dengan utas berulir, keran mulai berputar ke kiri dan melepaskan dari utas yang dihasilkan.



Tonton video terperinci
Lihat tutorial video terperinci tentang cara membuat mesin threading dengan tangan Anda sendiri.
Share
Pin
Tweet
Send
Share
Send