Share
Pin
Tweet
Send
Share
Send

Sedikit teori ...
Setelah pengerasan dan penempaan suhu rendah berikutnya, kekerasan baja bantalan harus setidaknya HRC 62. Selain itu, mengandung sekitar 1% karbon dan 1,5% kromium, yang memastikan kualitas pengerasan baja bantalan di seluruh volume produk.
Pengerasan logam ini dilakukan pada suhu 830 ° C dalam minyak, diikuti dengan penempaan selama setidaknya dua jam pada suhu 160 derajat Celcius.
Jelas bahwa tidak setiap alat akan dapat memproses baja bantalan dengan karakteristik di atas. Misalnya, kekerasan baja pahat kelas P6M5K5, P9, P9M4K8, P18 tidak lebih dari HRC 59, dan nilai U7, U8, U10, U12, P6 tergantung pada rezim temper setelah pendinginan dari HRC 59 hingga HRC 63.
Pengujian Pemotong
Mempertimbangkan bahwa beberapa baja perkakas, yang memiliki kekerasan kurang atau sebanding, jelas tidak cocok untuk bantalan pemesinan, kami akan mencoba menggunakan dua pemotong untuk tujuan ini: dari baja T15K6 dan dengan insert elbor (nama lain: borazon, cubonite, kingsongite, kiborite).
Untuk memasang pemotong yang dipertajam dengan lebih tepat pada pegangan alat, kami akan "memotong" alasnya dan memperbaiki cincin bantalan di mesin chuck setepat mungkin dalam kemiringan.


Kami akan mencoba memproses permukaan ujung cincin pada kecepatan 315 rpm dalam beberapa lintasan dengan ketebalan pelepasan chip minimum dan tanpa menggunakan cairan pemotong (cairan pendingin).

Secara visual, kualitas pemrosesan terlihat cukup baik, tetapi pemotongnya kusam dan membutuhkan penajaman baru.

Untuk kedua kalinya saat mengasah pemotong, sudut utama negatif, kami menerapkan pendingin dan mengurangi kecepatan putaran kartrid dari 315 menjadi 250 rpm. Kami juga menggunakan, seperti untuk pertama kalinya, aliran minimum.


Sepintas, permukaan permesinan terlihat cukup halus, tetapi pemotongnya kembali gagal dan, pada saat yang sama, tidak hanya menjadi kusam, tetapi ujung tusuk dari sisipannya terkelupas.

Sekarang coba pemotong dengan sisipan dari Elbor pada kecepatan 315 rpm tanpa menggunakan pendingin.

Kami akan memproses permukaan bagian dalam dan samping cincin bantalan menggunakan beberapa lintasan.


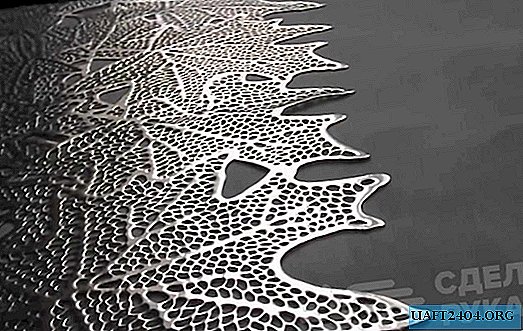
Permukaan yang dirawat dengan elbor terlihat sangat berkualitas tinggi, dan sisipannya sendiri tidak mengalami kerusakan sama sekali, meskipun keripik dan celah terlihat di beberapa tempat pada rangka logam.


Mari kita coba setelah penyesalan ketiga untuk menggunakan pemotong T15K6 pada kecepatan rendah sama dengan 115 rpm, karena diameter cincin bantalan masih 105 mm. Tetapi sudah di awal alur, plat pemotong menerima kerusakan - itu harus dipotong dan operasi harus dihentikan.
Kesimpulan
Jika saja kita tidak menemukan pemotong T15K6 yang rusak, maka jelas tidak cocok untuk baja bantalan mesin dalam kondisi pemotongan apa pun.
Hal lain adalah pemotong dengan sisipan dari elbor. Dia memastikan kualitas pemrosesan dan pada saat yang sama tidak menderita sama sekali.

Share
Pin
Tweet
Send
Share
Send