Share
Pin
Tweet
Send
Share
Send

Semua faktor ini memaksa pengrajin rakyat, ketika diperlukan dalam instrumen seperti itu, untuk mencari cara independen dari pembuatannya. Terutama seringkali mereka membutuhkan mereka yang memperbaiki mobil, motor dan kendaraan lain.
Menggunakan pabrik bola sederhana, misalnya, saluran di kepala silinder mesin bosan selama perbaikan mereka. Hampir juga hanya mereka yang dapat secara efisien dan akurat memproses saluran melengkung. Tidak ada jenis pemotong penggilingan lain yang cocok untuk pekerjaan seperti itu. Bor listrik yang dibuat khusus dapat digunakan untuk menggerakkan ball mill buatan sendiri.
Ball mill (pemotong rol, boron mill) dapat dibuat dari bola dengan diameter yang sesuai dari bantalan bola atau dari ball joint untuk kemudi atau suspensi mobil. Baja keras digunakan untuk pembuatan bagian-bagian ini, dan oleh karena itu, pemotong dari mereka akan memiliki sifat pemotongan yang baik.
Pilih bola dari bantalan dengan diameter 33 mm sebagai benda kerja. Apa yang bisa kita butuhkan untuk membuat kerucut?
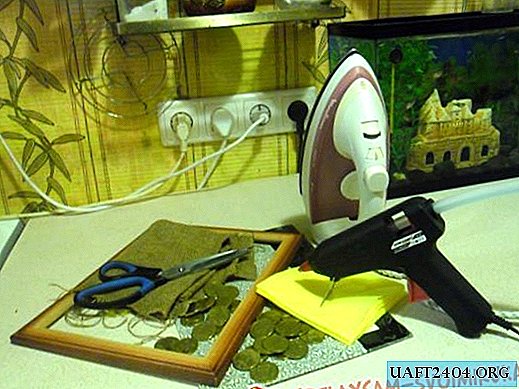
Alat dan bahan
Anda dapat melakukannya dengan minimal alat:
- Grinder dengan disk yang memotong dan memutar.
- Mesin las.
- Cat untuk logam.
- Vernier caliper dan marker.
Set material yang diperlukan, dengan mempertimbangkan pemeriksaan kinerja pemotong bor do-it-yourself, juga pendek.
Kami akan membutuhkan:
- Bola dengan diameter 33 mm.
- Kacang.
- Mandrel dengan utas di satu ujung.
- Blok mesin sepeda motor.
Proses pembuatan kerucut
Tentu saja, jika Anda mengikuti semua kanon teknologi alat pembuatan yang terbuat dari logam yang dikeraskan, maka Anda harus terlebih dahulu melepaskannya untuk memfasilitasi pemesinan berikutnya. Tapi untuk ini Anda perlu tungku meredam, yang tidak kita miliki. Karena itu, kita memerlukan sedikit lebih banyak waktu, upaya dan keausan pada disk yang berulir dan berputar, yang tidak terlalu sulit, karena kita hanya membuat satu ball mill.
Sekali lagi, ukur diameter bola yang dipilih menggunakan caliper dan pastikan bahwa perlu untuk menghapus lapisan logam 0,5 mm dari permukaannya. Bagaimanapun, kita membutuhkan kerucut dengan diameter 32 mm.

Mandrel dapat dibuat dengan mengebor lubang buta pada bola, diikuti dengan threading. Tapi ini tidak akan mudah dilakukan, karena dalam hal ini Anda pasti harus melepaskan logam dari benda kerja, memiliki perangkat khusus untuk menahan bola selama pemrosesan dan, tentu saja, mesin bor yang tidak tersedia.

Oleh karena itu, kami berhenti pada versi dengan mur yang dilas dan mandrel disekrup ke benang logam. Untuk melakukan ini, pegang bola di catok dan gunakan mesin las untuk memperbaiki mur pada benda kerja. Setelah menyelesaikan pengelasan, segera dinginkan senyawa yang dihasilkan dalam air untuk mencegah pelepasan logam bola.


Pasang sekrup ke dalam mur dengan aman dan kencangkan di tangkai bor listrik atau penggiling, yang, pada gilirannya, harus dikunci dengan aman dengan klem atau alat pembalik. Semuanya siap untuk menyesuaikan diameter bola dengan ukuran yang diinginkan.

Untuk melakukan ini, kami memberikan rotasi ke spindel dengan benda kerja tetap dan melanjutkan ke penghapusan logam dengan bantuan cakram pemutar dan penggiling, terus memantau diameter bola yang diproses dengan caliper.

Setelah menerima ukuran melintang yang diinginkan (32 mm), kami berhenti memproses.
Sekarang semuanya siap untuk pembentukan pemotongan gigi. Kami melampirkan benda kerja ke betis di catok untuk logam dan dengan bantuan penggiling dengan disc cutting, kami melanjutkan ke pelaksanaan alur longitudinal, yang akan diperlukan untuk mendapatkan cutting edge.

Muncul pertanyaan: berapa banyak yang membuat alur? Jawabannya tegas: semakin sulit bahan yang diproses, semakin banyak seharusnya. Karena kita harus mengembalikan blok sepeda motor silinder dari duralumin, cukup untuk menyelesaikan 10 alur untuk mendapatkan 9 ujung tombak.
Dengan menggunakan cakram pemutar, kami membuang logam berlebih untuk mendapatkan profil trapesium dari gigi yang diarahkan ke arah rotasi alat. Operasi ini adalah yang paling kompleks dan penting, oleh karena itu, harus dilakukan dengan penuh perhatian dan akurasi. Setelah itu, kita dapat mengasumsikan bahwa kerucut benar-benar siap untuk pekerjaan yang dimaksud.

Masih untuk memverifikasi dalam praktiknya pada blok silinder dari sepeda motor Ural atau oleh yang lain dengan ukuran lubang yang sama. Selama operasi, pemotong harus dilumasi secara berkala dengan oli. Sehingga proses berlangsung lebih intensif dan tanpa upaya yang tidak perlu pada drive.



Peringatan dan catatan
Saat bekerja dengan ball mill, perlu untuk melindungi mata dengan kacamata, dan mengenakan sarung tangan di tangan Anda. Tentu saja, harus ada penutup pelindung pada penggiling. Faktanya adalah bahwa ketika memproses logam lunak, chip berubah menjadi ukuran yang berbeda, yang cenderung tersebar ke segala arah dan jarak jauh.
Adapun alat, itu lebih menguntungkan untuk posisi ujung tombak tidak memanjang ke sumbu rotasi, tetapi pada sudut. Kemudian pemotong akan bekerja lebih lembut, lebih produktif dan risiko memutar yang tidak sah akan berkurang.
Untuk menghilangkan runout tangensial alat, lebih menguntungkan untuk membuat kerucut dari ball joint dari roda kemudi mobil. Maka tidak perlu membuat mandrel, karena sudah ada dan pada saat yang sama terpusat sempurna dalam kaitannya dengan bola.
Share
Pin
Tweet
Send
Share
Send