Share
Pin
Tweet
Send
Share
Send
Jika pengelasan harus dilakukan di luar bengkel, maka memindahkan "pertanian" yang besar tidak akan mudah tanpa troli khusus, yang pembuatannya sekarang akan kita lanjutkan.

Akan membutuhkan
Diperlukan untuk menyiapkan bahan dan produk berikut sebelumnya:
- pipa profil - persegi panjang dan persegi;
- sudut baja ravnopolochny;
- lembaran baja setebal 3 mm;
- roda penyelarasan sendiri dengan rem - 2 pcs.;
- roda besar - 2 buah;
- stud dan bushing - 2 pcs .;
- bagian pipa;
- set baut, mur dan mesin cuci;
- semprotkan cat dalam kaleng semprotan;
- semprotan dari percikan api dan semprotan logam;
- tikar karet;
- bagian rantai dengan penjepit.
Dalam mengerjakan troli, kita tidak dapat melakukannya tanpa alat dan perangkat berikut: pendulum dan gergaji bundar, penggiling, sudut magnet, pengelasan, kotak dan roulette, tang, klem bangku dan klem.
Proses pembuatan troli pengelasan
Kami melarutkan pipa persegi panjang profil menjadi kosong di bawah bingkai dasar troli dengan gergaji pendulum. Kami membersihkan dan memotong ujung benda kerja untuk pengelasan menggunakan penggiling.

Kami merakit bingkai dasar dengan jumper transversal yang lebih dekat ke satu sisi, menggunakan sudut magnetik. Kami memeriksa keakuratan sambungan dengan meteran dan pita pengukur, dan baru kemudian melakukan pengelasan. Kami membersihkan lasan dengan penggiling.

Kami memotong sudut menjadi kosong berpasangan untuk dua bingkai rak troli. Kami merakit dan memperbaikinya ke meja meja kerja dengan klem, dan kemudian mengelasnya di sudut-sudut. Kami juga membersihkan lasan.



Dari pipa persegi, kami memotong kosong rak-rak troli las - dua panjang dan dua lebih pendek. Kami mengelasnya secara vertikal ke rangka dasar menggunakan sudut magnetik dan memeriksa keakuratannya dengan bujur sangkar.

Untuk rak pada tingkat tertentu, menggunakan klem, kami mengelas elemen bingkai rak bawah, lalu bagian atas dan jumper antara rak panjang di atas.


Kami memotong selembar lebar yang diperlukan dari lembaran logam dengan gergaji bundar dan memotongnya menjadi bagian yang diperlukan.

Menyeduh bagian yang sesuai dari bagian bawah lembar bingkai dasar, rak tengah dan atas, membuat potongan di sudut-sudut.
Kami mengelas dua roda self-aligning dengan rem ke rangka dasar dari bagian bawah di sudut-sudut.


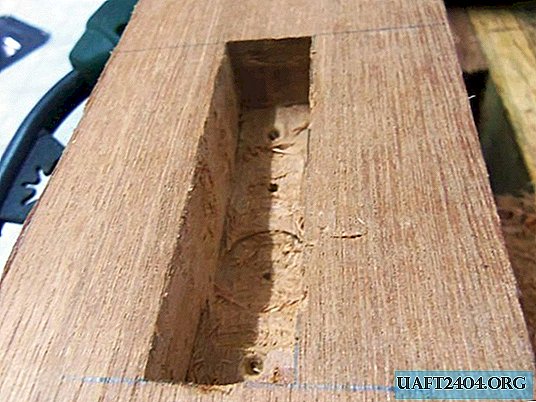
Di belakang bingkai dasar di tingkat jumper melintang, kami mengelas stud - as roda dari roda belakang. Untuk ketahanan pengencang kapak, kami memberlakukan segmen pipa persegi dengan reses di tengah dan mengelasnya ke kapak dan rangka.
Kami memasang ring, ring di poros, roda besar di atasnya dan kencangkan dengan mur.


Untuk ujung elemen longitudinal dari bingkai rak atas, kami mengelas segmen pipa - gagang gerobak.

Dari kekosongan pipa segi empat, kami merakit bingkai meja lipat dan, setelah memeriksa keakuratan rakitan, las sambungannya.

Kami mengelas braket dari pipa persegi panjang, yang dilas ke rak dari bagian bawah rak atas, di mana meja lipat akan diikat dengan baut berkat mur yang dilas di dalam profil.

Kami dengan ringan meraih kaki meja dengan mengelas elemen longitudinal dari luar dan mengebor lubang untuk baut, ke mana kita memutar dan mengelas mur dari bagian dalam profil bingkai.

Kami memotong "paku" dengan gerinda dan memastikan bahwa kaki dapat dilipat dan dilipat dengan bebas, setelah itu kami mengencangkan baut dengan kunci.
Kami meletakkan lembaran logam yang sudah dipotong di bingkai meja lipat dan mengambilnya di beberapa tempat di sekeliling bingkai.
Kami mengelas lebih dekat ke bagian bawah kaki dan di tengah-tengah anggota dari sudut untuk meningkatkan kekakuan.

Kami mengelas ke ujung-ujung sekrup penyangga yang dapat disetel dengan tumit, yang dengannya meja dapat dipasang pada permukaan yang tidak rata.
Kami mengelas colokan di ujung profil, dan pembatas untuk kaki. Lalu kami memprosesnya dengan file tangan.


Dari dasar baut di mana kaki diputar, kami mengebor lubang di mana kami memasukkan baut untuk memperbaikinya di posisi kerja.
Akhirnya kami menghapus semua kekasaran, kekasaran dan masuknya logam dari pengelasan dengan bantuan penggiling dan roda gerinda.
Kami mengecat semua permukaan dengan cat semprot dari kaleng semprot dan setelah pengeringan, poles permukaan meja lipat dan tutup dengan semprotan dari semprotan logam. Lalu bersihkan dengan kain.
Kami meletakkan alas karet di bagian bawah kompartemen untuk tabung gas. Agar wadah tidak jatuh selama transportasi, kami menyediakan rantai di atas, yang dipasang di satu sisi ke bingkai dan yang lainnya dilepas.

Untuk mengamankan kabel, selang, masker, dll. Ke troli, tukang las, braket, pemegang, dan engsel dilas di tempat yang diperlukan.
Kami menempatkan sumber daya busur pengelasan di rak tengah, menggantung penggiling, bor, dll di strip antara rak.Rak bawah dirancang untuk elektroda, amunisi pengelasan, dll. Kami menggantung topeng tukang las pada kait yang dilas dari atas ke palang di antara rak tinggi.


Setelah meletakkan semua yang diperlukan untuk pengelasan, kami memindahkan troli pengelasan ke tempat kerja, kami mengerem roda depan, kami menata meja, kami mengunci kaki dengan baut dan melanjutkan ke pengelasan.




Share
Pin
Tweet
Send
Share
Send