Share
Pin
Tweet
Send
Share
Send

Akan membutuhkan
Untuk membuatnya, Anda perlu waktu, usaha yang cukup, akurasi yang ekstrem dan bahan-bahan berikut:

- baut stainless steel M20 × 70;
- roda ibu jari;
- alat untuk menerapkan angka ke roda;
- bola baja;
- kawat baja pegas (0,3 dan 0,8 mm).
Dari peralatan kami tidak dapat melakukannya tanpa:
- memutar, mengebor dan mesin giling;
- wakil dari logam;
- tang;
- gergaji besi untuk logam;
- penggiling;
- gunting untuk memotong logam dan kertas;
- mandrels untuk pegas dan cincin snap berliku.
Teknologi manufaktur
Pekerjaan terdiri dari tiga tahap: pembuatan bagian dan rakitan, perakitan dan pemasangan kode kombinasi angka.
Produksi suku cadang dan rakitan
Kunci samping
Pada mesin bubut, kami membagi kepala baut menjadi dua bagian, dan kami mengebor batang sampai ke kedalaman profil ulir.


Kami menjepit satu bagian batang di catok dan melihatnya dengan gergaji logam menjadi dua bagian memanjang.


Pada salah satu pelat heksagonal dengan bantuan templat dan spidol, aplikasikan garis pad samping dari kunci.

Kami menggiling heksagon terpaku pada penggiling di sepanjang kontur yang ditarik dari lapisan sisi kunci dan lubang bor di ujungnya.


Kami memasukkan ke dalam lubang "kaki" dari pola bundar yang hanya digunakan untuk menampilkan kontur pelat samping kunci pada penggiling.

Pada mesin bor dengan bor dan gilingan akhir di pelat samping kami membentuk profil akhir lubang. Di sekitar lubang besar secara merata dalam sebuah lingkaran, kami melakukan end mill dengan 9 relung.

Kami menggunakan lingkaran lembut untuk memoles semua permukaan pelat samping kunci.


Pin
Dari 4 setengah silinder, menggunakan penjepit khusus, kami menajamkan batang bundar pada mesin bubut ke tengah benda kerja.




Pin pertama adalah untuk roda di sisi mount. Di satu sisi, ia memiliki kursi untuk lubang, di sisi lain - alur berbentuk cincin untuk cincin penahan dan lubang buta.


Dengan pemotong frais, kami melakukan alur memanjang di dalamnya untuk seluruh panjang lubang buta.




Pin kedua di sisi pengencang terlihat seperti batang bundar yang solid dengan kursi untuk lubang di pelat samping kunci dan pengeboran longitudinal buta.






Kunci pin ketiga di sisi yang bergerak juga memanjang di bawah silinder padat. Kemudian, di satu sisi, dijepit ke dalam kartrid dengan paking untuk mengimbangi sumbu rol ke samping dari sumbu rotasi kartrid. Akibatnya, saat memproses dengan pemotong, duri bulat dengan diameter yang lebih kecil terbentuk, bagian tengahnya tidak bertepatan dengan bagian tengah pin.



Kemudian, dengan berseliweran, kami membentuk dua rak di kedua sisi duri offset. Akibatnya, sebuah batang dengan dua wajah yang terhubung oleh busur lingkaran keluar.

Dengan pemotong yang sama, kami mengurangi penampang batang dari sisi yang lebih besar dengan pemrosesan simetris.


End mill melakukan 5 alur persegi panjang dan sama. Akibatnya, 5 tonjolan yang sama juga terbentuk.
File, file, dan kertas ampelas memberikan inti dengan semua tonjolan bentuk yang diinginkan dan melengkapi tepi dan tulang rusuk. Pada akhirnya, ini dan semua batang lainnya dipoles dengan lingkaran lembut.



Masukkan batang ke tempatnya di pad samping kunci.
Pin keempat, yang melakukan fungsi poros atas pada sisi yang bergerak, ditusuk ke ukuran lubang di pelat samping kunci dan, di satu sisi, diletakkan di belahan bumi dengan file dan lingkaran lembut. Kami juga memasukkannya di tempatnya.



Pengelasan, penggilingan, pemolesan
Kami mengelas semua pin di bagian belakang ke pelat samping kunci.

Kami menggiling dan memoles lasan pada penggiling, bundar tepi dengan file, selesai dengan kertas amplas dan poles dengan lingkaran lembut.

Dengan satu set file, kami membentuk alur di ujung pin dengan slot memanjang. Kami mencoba masuknya pin bergerak ke dalam lubang yang tidak bergerak.



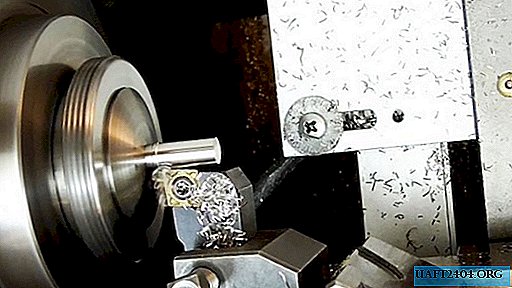
Roda kuningan dengan angka
Kami membuat 4 roda kuningan dengan angka. Kami memotong benda kerja mereka setelah mengeruk ke ukuran pada mesin bubut, pertama mengebor lubang melalui di tengah, dan memperluasnya, di satu sisi, ke kedalaman tertentu.





Roda kelima berbeda dari yang lain dengan adanya alur tengah di kedua sisi, yang salah satunya lebih dalam dari yang lain.
Kolom angka untuk dicetak pada generator roda dicetak pada kertas berlapis cermin dalam silikon.
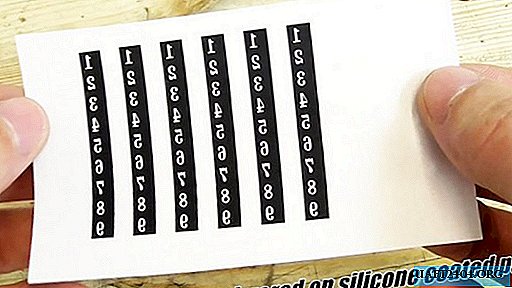
Kami memotong potongan-potongan angka vertikal dengan gunting dan menempelkannya di generator roda.

Kami menerjemahkan angka-angka ke permukaan roda pembentuk, menjalankannya di sekitar sol besi panas. Akibatnya, kertas terpisah, dan lapisan silikon dengan angka menempel pada cincin.


Untuk perlindungan, semua permukaan roda, kecuali yang terbentuk dengan angka, ditutupi dengan pernis kuku.

Kami merangkai roda ke kawat, menaruhnya di bagian bawah sel miring dan mengisinya dengan larutan besi klorida untuk etsa selama 45 menit, yang membuat roda menarik, dan jumlahnya kontras.


Selanjutnya, kami merangkai roda ke mandrel khusus, kencangkan dengan mur dan penjepit di chuck bubut. Selanjutnya, kami memproses blok roda dengan amplas dan memoles dengan kain tumpukan.
Kami menjepit roda di dudukan khusus dan menggunakan mesin penggilingan untuk membuat alur setengah lingkaran dengan gilingan dan keluar ke lubang besar.
Di ujung roda kami melakukan 9 relung secara merata dalam lingkaran.


Kami memperbaiki roda satu per satu pada mandrel dan menjepit chuck bubut. Kami membawa knurling yang disesuaikan ke roda, melumasinya dengan oli dan menghidupkan mesin. Takik melingkar digulung pada roda di ujung strip sempit.


Pemotong menghilangkan gerinda dari ujung takikan.
Kami mengebor dengan lubang buta 0,8 mm di ujung roda dengan lekukan berlawanan dengan alur setengah lingkaran.

Sekali lagi, kami menempatkan roda pada gilirannya pada mandrel dan menerapkan cat hitam ke ceruk digital, menghilangkan kelebihan dengan permukaan datar, menekannya pada roda yang berputar, dan kemudian dengan kain lembut.



Rincian tambahan, perakitan dan pengkodean
Menggunakan mandrel khusus untuk pegas berliku, dipasang pada mesin bubut, kami memproduksi 5 pegas tersebut dari kawat baja pegas 0,3 mm.


Untuk memegang kawat pada mandrel saat menggulung pegas, kami menggunakan tang, dan untuk memotong ujungnya - gunting untuk logam.
Untuk merakit roda dengan angka, selain pegas, kita membutuhkan 5 bola baja per 2 mm.

Kami memasukkan ke dalam lubang buta di roda sepanjang pegas dan tutup dengan bola dari atas.


Kemudian semua 5 roda dengan pegas dan bola digantung di poros atas.
Dari kawat pegas baja 0,8 mm pada mandrel sederhana, dijepit dengan catok, tang, dan pemotong kawat, kami membuat stop-lock untuk meremas dan memegang roda dengan angka pada poros.

Kami pinset memasukkan salah satu ujung stopper ke dalam alur di ujung batang, tekan stopper di tengah, kemudian ujung kedua andal menutupi dan menahan semua yang ada di bawahnya.



Tetap memasukkan dinding samping kedua dari kunci kode dengan batang di tempatnya dan perangkat siap untuk operasi. Tetapi ketika kunci terkunci, karena kombinasi angka acak diatur. Pemanggilan kode ditentukan oleh lokasi elemen pengunci pada roda dan eksklusif untuk setiap kunci.


Share
Pin
Tweet
Send
Share
Send